Gegelung Keluli Silikon & Panduan Pengembangan Terma
Mengapa Pengembangan Terma Merupakan Pembolehubah Kritikal dalam Aplikasi Keluli Silikon
Apabila jurutera memilih bahan untuk teras motor elektrik, laminasi pengubah dan pemegun penjana, sifat elektromagnet seperti kehilangan teras dan kebolehtelapan magnet mendominasi perbualan. Namun satu sifat mekanikal secara konsisten menentukan sama ada litar magnet yang direka dengan baik berfungsi dengan pasti sepanjang hayat perkhidmatannya: pekali keluli pengembangan haba . Untuk gegelung keluli silikon diproses menjadi timbunan laminasi, memahami pengembangan terma bukanlah kebimbangan sekunder - ia adalah asas kepada kestabilan dimensi, kesesuaian pemasangan dan ketekalan elektromagnet jangka panjang.
Pekali pengembangan terma (CTE) menerangkan berapa banyak bahan mengembang atau mengecut setiap unit panjang untuk setiap darjah perubahan suhu, dinyatakan dalam unit μm/(m·°C) atau 10⁻⁶/°C. Untuk keluli karbon standard, CTE adalah lebih kurang 11–12 × 10⁻⁶/°C . Keluli silikon — besi beraloi dengan silikon 1.5–4.5% — mempamerkan CTE yang lebih rendah sedikit, biasanya dalam julat 10–11.5 × 10⁻⁶/°C , bergantung pada kandungan silikon dan orientasi butiran. Pengurangan ini, walaupun sederhana dari segi mutlak, mempunyai akibat yang boleh diukur apabila susunan laminasi beroperasi merentasi julat suhu yang luas, seperti halnya dalam motor daya tarikan untuk kenderaan elektrik atau pengubah kuasa besar tertakluk kepada kitaran beban.
Bagaimana Kandungan Silikon Mengubah Suai Pekali Keluli Pengembangan Terma
Penambahan silikon pada besi mempunyai dua tujuan: ia meningkatkan kerintangan elektrik (mengurangkan kehilangan arus pusar) dan mengubah struktur kekisi kristal dengan cara yang mempengaruhi kedua-dua anisotropi magnetik dan tingkah laku terma. Apabila kandungan silikon meningkat daripada 1% kepada 4.5%, CTE aloi berkurangan secara progresif. Ini berlaku kerana atom silikon, lebih kecil daripada atom besi, memesongkan kekisi kubik berpusat badan (BCC) dan mengeraskan ikatan interatomik, mengurangkan amplitud getaran atom teraruh terma.
Variasi CTE Merentas Gred Keluli Silikon
| bahan | Kandungan Si (%) | CTE (×10⁻⁶/°C) | Penggunaan Biasa |
|---|---|---|---|
| Keluli karbon rendah | 0 | 11.7–12.0 | Struktur umum |
| Keluli silikon tidak berorientasikan (gred rendah) | 1.5–2.5 | 11.0–11.5 | Motor kecil, balast |
| Keluli silikon tidak berorientasikan (gred tinggi) | 2.5–3.5 | 10.5–11.0 | Motor daya tarikan EV, penjana |
| Keluli silikon berorientasikan bijian (GO) | 3.0–3.5 | 10.0–10.8 | Transformer kuasa dan pengagihan |
| GO (HiB) kebolehtelapan tinggi | 3.0–3.5 | 10.0–10.5 | Transformer kuasa besar |
Arah pengukuran juga penting untuk gred berorientasikan butiran. Oleh kerana tekstur Goss menjajarkan butiran terutamanya dalam arah bergolek, CTE dalam arah bergolek dan arah melintang berbeza sedikit — biasanya sebanyak 0.3–0.5 × 10⁻⁶/°C. Anisotropi ini mesti diambil kira apabila mereka bentuk teras pengubah yang dipasang daripada jalur yang dipotong pada sudut yang berbeza, kerana pengembangan pembezaan di bawah kitaran beban boleh memperkenalkan tegasan interlaminar dan mempercepatkan kelesuan salutan penebat.
Akibat Praktikal Pengembangan Terma dalam Pemasangan Tindanan Laminasi
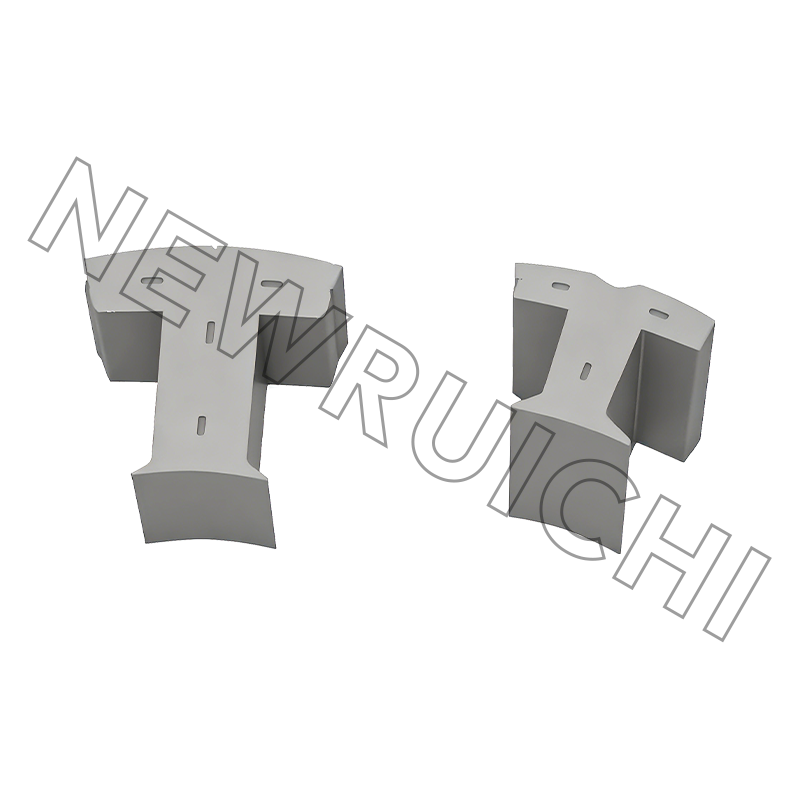
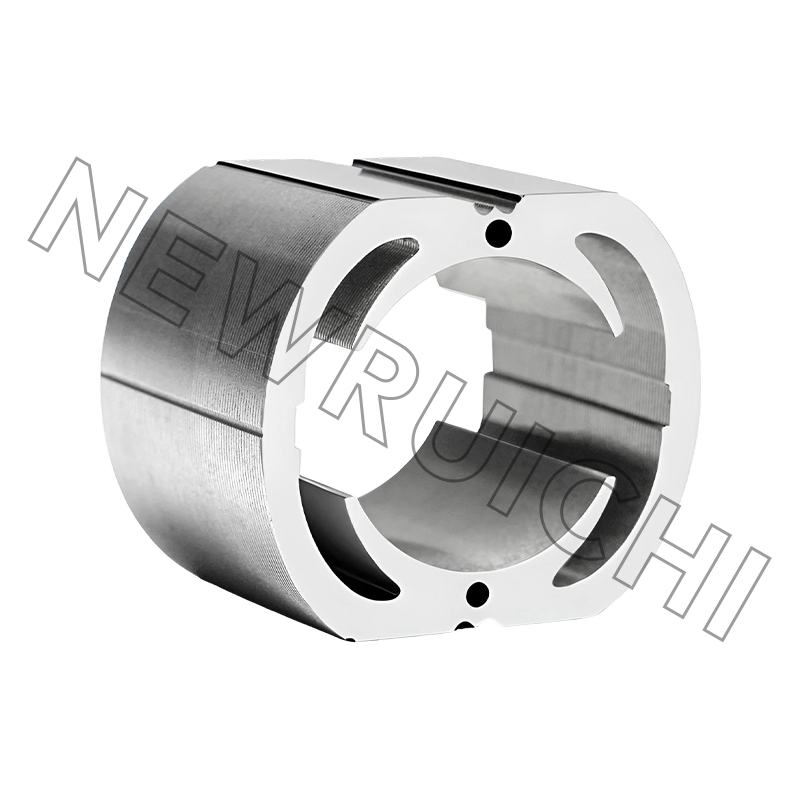
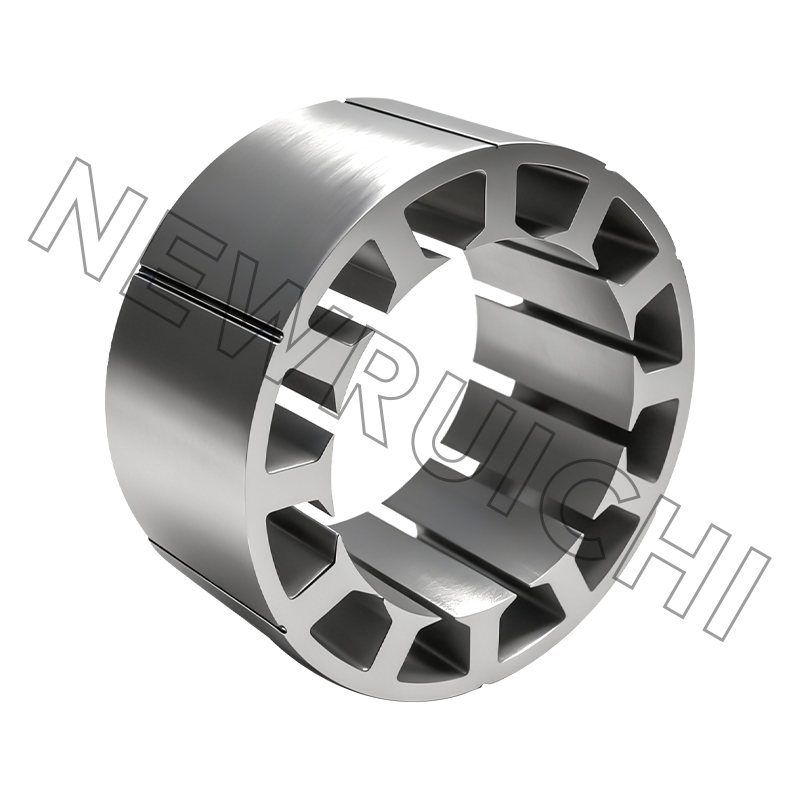
Timbunan laminasi untuk motor daya tarikan EV berkelajuan tinggi mungkin mengandungi 150-400 laminasi individu, setiap satu ditebuk dari gegelung keluli silikon dan disusun dengan ketepatan untuk membentuk teras pemegun atau rotor. Semasa operasi motor, pemanasan rintangan dalam belitan dan kehilangan teras dalam laminasi meningkatkan suhu teras sebanyak 60–120 °C di atas ambien, bergantung pada reka bentuk sistem beban dan penyejukan. Sepanjang kenaikan suhu ini, setiap laminasi mengembang mengikut pekali keluli pengembangan haba , dan pertumbuhan paksi kumulatif timbunan mesti ditampung oleh reka bentuk perumahan.
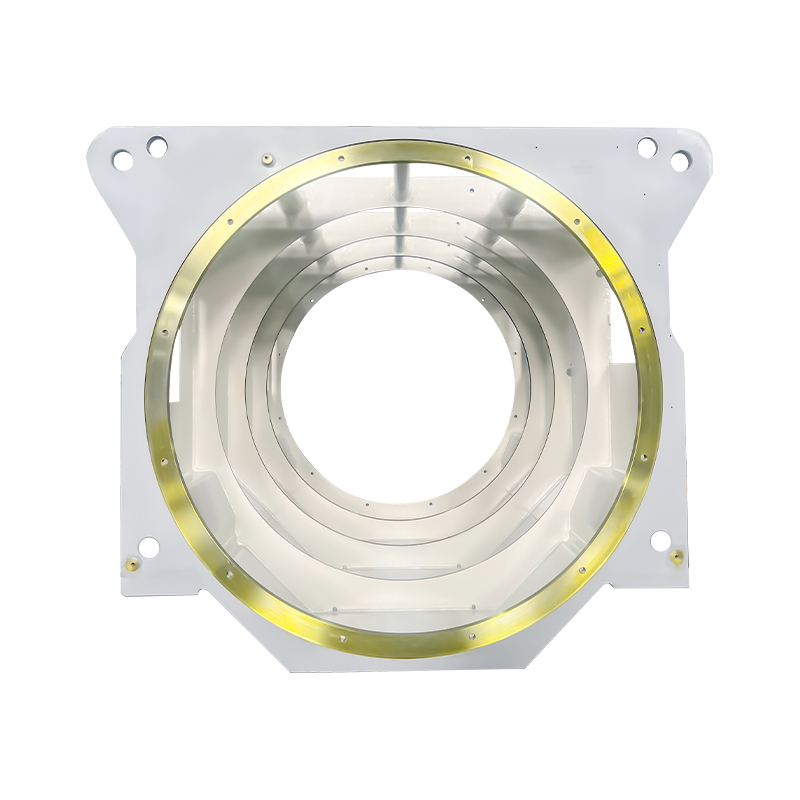
Untuk timbunan paksi 200 mm menggunakan keluli silikon dengan CTE 10.8 × 10⁻⁶/°C dan kenaikan suhu 100 °C, jumlah pengembangan paksi adalah lebih kurang 0.216 mm . Walaupun ini mungkin kelihatan boleh diabaikan, ia secara langsung menjejaskan kesesuaian gangguan antara tindanan laminasi dan perumah motor — padanan yang mesti kekal cukup ketat untuk mengelakkan tergelincir di bawah tork sambil tidak mengenakan tekanan gelung yang merosakkan semasa kitaran haba. Jurutera yang mereka bentuk pemasangan press-fit atau shrink-fit mesti mengira pengembangan pembezaan antara teras keluli silikon dan perumah aluminium atau besi tuang (yang mempunyai CTE yang jauh lebih tinggi iaitu 21–24 × 10⁻⁶/°C untuk aluminium) untuk memastikan sambungan kekal stabil merentasi julat suhu operasi penuh.
Pengembangan Terma Tidak Padan Antara Bahan Teras dan Perumahan
Ketidakpadanan CTE antara tindanan laminasi keluli silikon dan perumah motor aluminium adalah salah satu punca kelesuan mekanikal yang paling biasa dalam komponen pemacu EV. Pada suhu operasi, perumah aluminium mengembang kira-kira dua kali lebih banyak daripada teras keluli silikon, mengurangkan kesesuaian gangguan awal. Jika muat tekan awal kurang ditentukan, teras boleh menjadi longgar pada suhu tinggi, menghasilkan getaran, kehausan yang membimbangkan, dan akhirnya bunyi bising yang menandakan kegagalan struktur. Sebaliknya, jika kesesuaian terlalu ditentukan untuk mengimbangi kelonggaran terma, tegasan gelung yang dikenakan pada timbunan keluli silikon semasa pemasangan dan pada suhu rendah boleh menyebabkan penyimpangan atau keretakan pada tepi laminasi. Pengetahuan yang tepat tentang pekali keluli pengembangan haba untuk gred keluli silikon khusus yang digunakan - bukan nilai keluli generik - oleh itu data input penting untuk pengiraan toleransi perumahan.
Bagaimana Ketepatan Pembelahan dan Pemotongan Merentas Mempengaruhi Prestasi Terma Gegelung Keluli Silikon
Kualiti gegelung keluli silikon seperti yang dihantar daripada proses slitting dan cross-cutting mempunyai kaitan langsung dengan cara tindanan laminasi berkelakuan secara terma dalam perkhidmatan. Tiga sifat kualiti khusus — kerataan, keadaan tepi dan tegasan sisa — berinteraksi dengan pengembangan terma untuk menentukan sama ada laminasi bercap mengekalkan geometri yang dimaksudkan merentasi julat suhu operasi.
- Set kerataan dan gegelung: Gegelung keluli silikon yang membawa set gegelung berlebihan (kelengkungan berterusan daripada gegelung) menghasilkan laminasi yang tidak rata dengan sempurna selepas dikosongkan. Apabila laminasi dengan busur sisa disusun dan ditekan ke dalam teras, sentuhan antara lamina adalah tidak seragam. Semasa kitaran haba, pengembangan perbezaan pada zon sentuhan dan bukan sentuhan memperkenalkan pergerakan relatif mikroskopik yang secara beransur-ansur merendahkan salutan penebat, meningkatkan kehilangan teras dari masa ke masa, dan - dalam kes yang melampau - menyebabkan bunyi magnetostriction yang boleh didengar.
- Kualiti tepi celah: Ketinggian burr pada tepi celah secara langsung menentukan jarak antara lamina dalam teras bertindan. Burr tinggi mencipta jurang udara setempat yang mengurangkan faktor susun yang berkesan — nisbah bahan magnet sebenar kepada jumlah volum tindanan. Apabila teras memanas dan menyejuk, pergerakan relatif yang disebabkan oleh haba antara laminasi boleh menyebabkan hujung burr menembusi salutan penebat pada laminasi bersebelahan, mewujudkan litar pintas elektrik yang secara mendadak meningkatkan kehilangan arus pusar dan mempercepatkan pemanasan setempat.
- Tekanan sisa daripada pemprosesan: Celahan sejuk dan pemotongan silang memperkenalkan sisa tegangan tegangan dan mampatan pada tepi potong. Tegasan ini mengubah kebolehtelapan magnet tempatan (kesan magnetoelastik) dan berinteraksi dengan tegasan teraruh terma semasa operasi untuk menghasilkan taburan fluks yang tidak seragam dalam laminasi. Untuk aplikasi frekuensi tinggi seperti motor berkelajuan tinggi melebihi 10,000 rpm, ketidakseragaman ini boleh diukur meningkatkan kehilangan teras dan mengurangkan kecekapan.
Operasi membelah profesional menangani ketiga-tiga isu melalui kelegaan bilah terkawal dengan tepat (biasanya 0.5–1.5% daripada ketebalan bahan), hantaran meratakan ketegangan untuk membetulkan set gegelung sebelum membelah, dan nyahburkan tepi jika perlu. Hasilnya ialah gegelung keluli silikon dengan prestasi elektromagnet yang konsisten dan kerataan yang diterjemahkan terus ke dalam susunan laminasi yang stabil dari segi haba dan kehilangan rendah.
Menentukan Gegelung Keluli Silikon untuk Aplikasi Menuntut Terma
Apabila mendapatkan sumber gegelung keluli silikon untuk aplikasi di mana kitaran haba teruk — motor daya tarikan EV, motor dipacu penyongsang frekuensi tinggi, pengubah kuasa besar atau penjana industri — spesifikasi bahan harus secara jelas menangani keperluan elektromagnet dan mekanikal terma. Bergantung sepenuhnya pada penetapan gred (seperti M270-35A atau 35W250) tanpa mengesahkan data CTE pembekal, jenis salutan penebat dan kualiti pemprosesan boleh membawa kepada kegagalan medan yang sukar untuk dikesan kembali kepada punca bahan.
Parameter berikut hendaklah disahkan dengan pembekal keluli silikon sebelum memuktamadkan pemilihan bahan untuk reka bentuk yang memerlukan haba:
- Nilai CTE yang diukur untuk gred dan ketebalan tertentu: Minta data ujian, bukan anggaran buku panduan, terutamanya untuk gred silikon tinggi di mana variasi kandungan silikon kelompok ke kelompok boleh mengalihkan pekali keluli pengembangan haba sebanyak 0.3–0.5 × 10⁻⁶/°C.
- Penarafan kestabilan terma lapisan penebat: Salutan C2, C3, C4 dan C5 berbeza dalam rintangannya terhadap suhu penyepuhlindapan pelepasan tekanan (biasanya 750–850 °C). Jika penyepuhlindapan selepas pengecapan adalah sebahagian daripada proses, salutan mesti bertahan dalam kitaran haba tanpa lekatan merendahkan atau rintangan antara lamina.
- Toleransi kerataan dan jaminan faktor susun: Untuk teras ketepatan, nyatakan busur maksimum yang dibenarkan bagi setiap unit panjang dan faktor susun minimum (cth., ≥97%) untuk memastikan sentuhan interlaminar yang stabil secara haba merentasi tindanan.
- Toleransi lebar celah dan had ketinggian burr: Toleransi lebar celah yang ketat (±0.05 mm atau lebih baik) dan ketinggian burr maksimum (biasanya ≤0.02 mm untuk tolok nipis) adalah penting untuk mengekalkan susunan yang konsisten dan mencegah kerosakan salutan semasa kitaran haba dalam perkhidmatan.
Bekerjasama dengan pembekal yang menggabungkan pengetahuan material yang mendalam dengan keupayaan pemotongan dan pemotongan profesional menghapuskan jurang antara pensijilan bahan dan kualiti gegelung sedia proses. Apabila pekali keluli pengembangan haba keluli silikon anda diketahui dengan tepat dan anda gegelung keluli silikon disampaikan dengan kerataan dan kualiti tepi yang disahkan, pengembangan terma menjadi pembolehubah reka bentuk yang boleh diurus dan bukannya sumber kegagalan medan yang tidak dapat diramalkan.

Alamat e-mel anda tidak akan diterbitkan. Medan yang diperlukan ditanda *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Hak Cipta © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Pengeluar Teras Stator Dan Rotor
